
Engine Studs, Heres what I see on the Mkt & What do you run?

Junior Member
Joined: Oct 2013
Posts: 28
Likes: 0
From: Canada
Can anyone tell me more about CNC (Computer numerical controlled machine work)?
My builder suggested it to me but it's pretty pricy and I'm not even sure what stud kit he had in mind just that it's $440.
Can someone tell me more about CNC machining and if it's worth it? ($175 per plate)
Or if I should get a specific stud kit and cheaper machining.
My builder suggested it to me but it's pretty pricy and I'm not even sure what stud kit he had in mind just that it's $440.
Can someone tell me more about CNC machining and if it's worth it? ($175 per plate)
Or if I should get a specific stud kit and cheaper machining.
Thread Starter
Joined: Feb 2001
Posts: 2,634
Likes: 2
From: Sicklerville, South Jersey!!
E&j do Cnc milling for dowels to the plates, But most local rotary shops should already have a machinest that can do that work, I eneded up with extra dowes by don Roberto (our local incredible, rotary friendly machine shop) And the turboblown stud kit, and a custom oil pan with a 3/8 flange But unless your trying to make over 600, it's not really needed IMHO
Junior Member
Joined: Oct 2013
Posts: 28
Likes: 0
From: Canada
E&j do Cnc milling for dowels to the plates, But most local rotary shops should already have a machinest that can do that work, I eneded up with extra dowes by don Roberto (our local incredible, rotary friendly machine shop) And the turboblown stud kit, and a custom oil pan with a 3/8 flange But unless your trying to make over 600, it's not really needed IMHO
Junior Member
Joined: Oct 2013
Posts: 28
Likes: 0
From: Canada

Junior Member
Joined: Oct 2013
Posts: 28
Likes: 0
From: Canada
So what now for machine work and studs, the engine will be fully balanced with lightened rotors. Just fyi
Last edited by RotaryAttack; Nov 3, 2013 at 09:06 AM.
S5 series doesn't really mean much unless you specify as updated late S5 turbo rear iron or not, even if you wind up with the thick rear iron, the front iron is still the same small casting as everything before the RE/REW. the RE/REW is in a completely different ballpark due to the casting differences.
Last edited by RotaryEvolution; Nov 3, 2013 at 09:46 AM.
Junior Member
Joined: Oct 2013
Posts: 28
Likes: 0
From: Canada
S5 series doesn't really mean much unless you specify as updated late S5 turbo rear iron or not, even if you wind up with the thick rear iron, the front iron is still the same small casting as everything before the RE/REW. the RE/REW is in a completely different ballpark due to the casting differences.
Joined: May 2005
Posts: 2,745
Likes: 0
From: North Bay, Ontario
S5 series doesn't really mean much unless you specify as updated late S5 turbo rear iron or not, even if you wind up with the thick rear iron, the front iron is still the same small casting as everything before the RE/REW. the RE/REW is in a completely different ballpark due to the casting differences.
Oh, and the limit for puny *** stock s4 blocks is about 400-450 whp. Got me a double cracker.
Nope, all newly produced S4 and S5 blocks come with the larger & reinforced front AND rear dowel lands. I have a pair of S4 housings that came off a new Mazda core that have the S6 style lands front and rear. I don't know when Mazda made the update for all new castings, but it happened at some point.
Oh, and the limit for puny *** stock s4 blocks is about 400-450 whp. Got me a double cracker.
Oh, and the limit for puny *** stock s4 blocks is about 400-450 whp. Got me a double cracker.
Last edited by RotaryEvolution; Nov 5, 2013 at 10:00 AM.
Joined: May 2005
Posts: 2,745
Likes: 0
From: North Bay, Ontario
The place I got mine from, Redtail-Racing, still stocks the same irons I bought from them. I've bought 1 front and 2 rears, all had S6 style lands, as do the ones they still stock. All new Mazda cores have the updated dowel lands, as a FYI.
i think we're splitting hairs now, if mazda still actually sells brand new complete short blocks(i haven't checked lately) they would probably run close to $6k. last i checked even the reman FC engines were discontinued but since they recently re-opened the REW remans i suppose it is possible they reopened the FC engine remans as well.
i know the revised irons are available and i'm not arguing that fact, simply that most people still aren't even aware that they probably even have the early versions. many people still think that the series 5 rear iron is automatically the revised version which is false. it still might be cheaper to order a brand new rear iron than to dowel/stud those early engines.
i know the revised irons are available and i'm not arguing that fact, simply that most people still aren't even aware that they probably even have the early versions. many people still think that the series 5 rear iron is automatically the revised version which is false. it still might be cheaper to order a brand new rear iron than to dowel/stud those early engines.
Last edited by RotaryEvolution; Nov 5, 2013 at 11:21 AM.
i think we're splitting hairs now, if mazda still actually sells brand new complete short blocks(i haven't checked lately) they would probably run close to $6k. last i checked even the reman FC engines were discontinued but since they recently re-opened the REW remans i suppose it is possible they reopened the FC engine remans as well.
i know the revised irons are available and i'm not arguing that fact, simply that most people still aren't even aware that they probably even have the early versions. many people still think that the series 5 rear iron is automatically the revised version which is false. it still might be cheaper to order a brand new rear iron than to dowel/stud those early engines.
i know the revised irons are available and i'm not arguing that fact, simply that most people still aren't even aware that they probably even have the early versions. many people still think that the series 5 rear iron is automatically the revised version which is false. it still might be cheaper to order a brand new rear iron than to dowel/stud those early engines.
is there a new much stronger version of front iron? Does anyone have picture of the differences? I was only aware of the 3 different rear irons.
haven't seen the revised front iron but it is also a rather rare occurrence to break the front.
the rear of the engine flexes more since the tension bolts give less leverage as they are mounted to the front iron.
would have been a better design if the bolts passed through the engine alternating in both directions. in fact it would have been further better if the center iron did not pass bolts through and was used to solidify the engine with solid dowels and external oiling.
this is actually giving me more ideas to work with... unfortunately only half of the front iron can pass through without hitting water jackets but nonethless half the engine could be converted. could be something i could put to the test on the engine i am building for my car.
the rear of the engine flexes more since the tension bolts give less leverage as they are mounted to the front iron.
would have been a better design if the bolts passed through the engine alternating in both directions. in fact it would have been further better if the center iron did not pass bolts through and was used to solidify the engine with solid dowels and external oiling.
this is actually giving me more ideas to work with... unfortunately only half of the front iron can pass through without hitting water jackets but nonethless half the engine could be converted. could be something i could put to the test on the engine i am building for my car.
Last edited by RotaryEvolution; Nov 5, 2013 at 02:35 PM.
Joined: May 2005
Posts: 2,745
Likes: 0
From: North Bay, Ontario
I called my local Mazda dealership earlier this spring and they had no problem quoting me for a new rear iron (~ $800 IIRC). I'm unsure if this would have been one with the revised casting or not but if I were to pull the plug on such a purchase I'd make sure they could find that information out. That does give us FC's another option if we'd like to make anywhere from 400-600 rwhp without going RE/REW.
I will get pictures of the front iron reinforcements to show the difference.
Exhaust Manifold Leak

Joined: Jun 2005
Posts: 815
Likes: 42
From: western europe
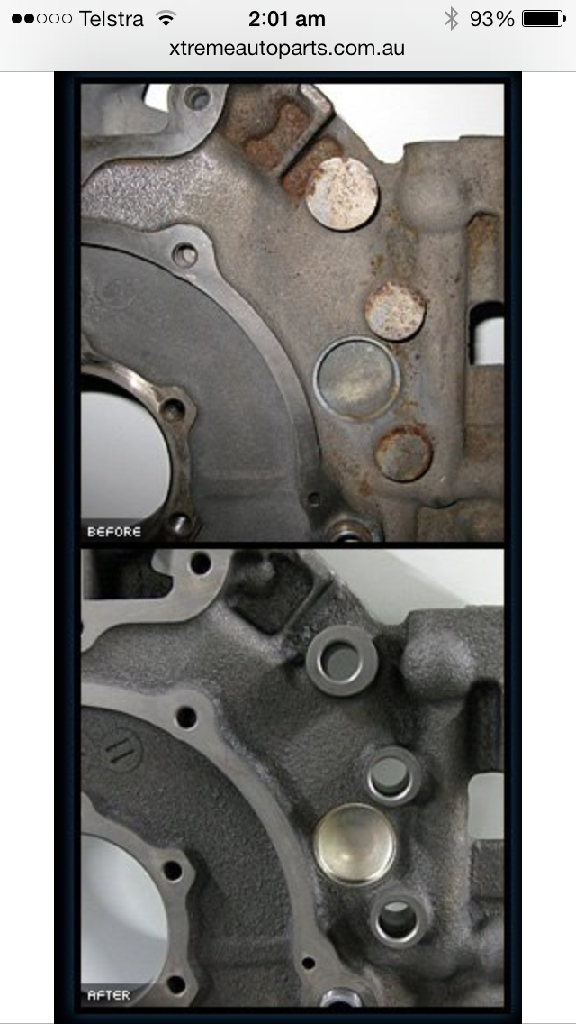
all factory installed (EU spec, 90-91) S5 TII housing I have seen are the thin cast ones.. I also bought a 13B-RE cosmo core engine, also has the thin cast dowel area. only thick ones I have seen are FD, 20B and RX8 housings.
does anyone have a picture of a S5 housing with thick cast dowel land?
does anyone have a picture of a S5 housing with thick cast dowel land?

{kind=link}
Joined: May 2005
Posts: 2,745
Likes: 0
From: North Bay, Ontario
Yep. I can't find any pictures of my front iron, and it's still in storage from my move last year, but the front iron is also large/re-inforced to the same size as the REW. And these are new S4 irons from redtail-racing for ~$200 each if I recall correctly.
I just tried loading their website though and it seems to have disappeared, I hope they didn't go out of business....
I just tried loading their website though and it seems to have disappeared, I hope they didn't go out of business....
pushing s##t up hill
Joined: Jan 2008
Posts: 1,040
Likes: 0
From: ya mums kitchen
haven't seen the revised front iron but it is also a rather rare occurrence to break the front.
the rear of the engine flexes more since the tension bolts give less leverage as they are mounted to the front iron.
would have been a better design if the bolts passed through the engine alternating in both directions. in fact it would have been further better if the center iron did not pass bolts through and was used to solidify the engine with solid dowels and external oiling.
this is actually giving me more ideas to work with... unfortunately only half of the front iron can pass through without hitting water jackets but nonethless half the engine could be converted. could be something i could put to the test on the engine i am building for my car.
the rear of the engine flexes more since the tension bolts give less leverage as they are mounted to the front iron.
would have been a better design if the bolts passed through the engine alternating in both directions. in fact it would have been further better if the center iron did not pass bolts through and was used to solidify the engine with solid dowels and external oiling.
this is actually giving me more ideas to work with... unfortunately only half of the front iron can pass through without hitting water jackets but nonethless half the engine could be converted. could be something i could put to the test on the engine i am building for my car.
You mean like this
13B 12.7mm Stud Kit - Mazda Rotary Parts
Exhaust Manifold Leak
Joined: Jun 2005
Posts: 815
Likes: 42
From: western europe
Oem S4 TII seems weakest, it has thin cast and lack the support rib that all other including 12A have.
Second pic is a late 20B housing. next comes 13B RE Cosmo engine, same thin cast as the 5th photo, production S5 TII plate anno 1991.
4th picture is for reference a rx8 6 port housing, also shows alot of meat aroudn the dowel.
Second pic is a late 20B housing. next comes 13B RE Cosmo engine, same thin cast as the 5th photo, production S5 TII plate anno 1991.
4th picture is for reference a rx8 6 port housing, also shows alot of meat aroudn the dowel.
"Elusive, not deceptive!�
Joined: May 2007
Posts: 930
Likes: 13
From: Slidell, LA
As for a girdle...
This is physically where the peak pressure should for best torque/ horsepower.
Notice the trailing portion of the rotor has closed the upper section of the housing down almost completely.
This point is 45 degrees ATDC.
If you wanted to use a girdle as Ludwig suggested..... the little wooden "I" beam shown would be the one area to reinforce (the other being in the pan below the factory reinforcement/ pan mount).
This would also hold true for best location for added bushings or fitted studs. This would help contain a well tuned pressure trace best.
The big problem is when the peak pressure is to early from preignition or detonation.
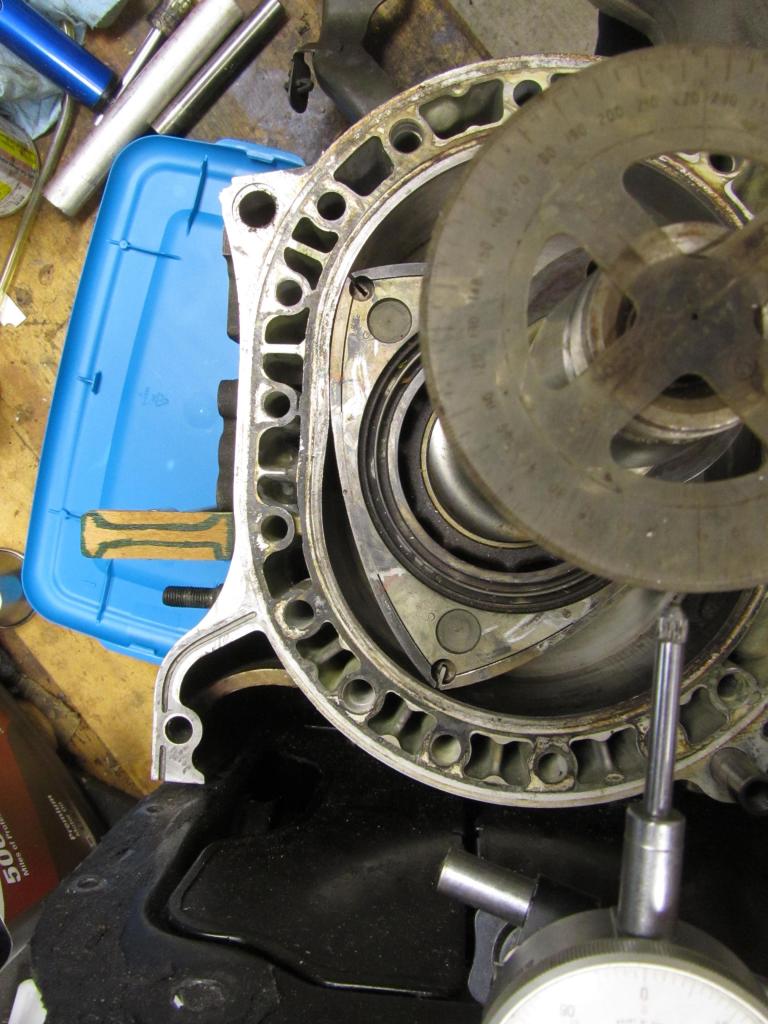
This is what the peak pressure for best torque/ horsepower looks like with internal sensors.

This is physically where the peak pressure should for best torque/ horsepower.
Notice the trailing portion of the rotor has closed the upper section of the housing down almost completely.
This point is 45 degrees ATDC.
If you wanted to use a girdle as Ludwig suggested..... the little wooden "I" beam shown would be the one area to reinforce (the other being in the pan below the factory reinforcement/ pan mount).
This would also hold true for best location for added bushings or fitted studs. This would help contain a well tuned pressure trace best.
The big problem is when the peak pressure is to early from preignition or detonation.

This is what the peak pressure for best torque/ horsepower looks like with internal sensors.
