
Cermet B, Who has it? How does it make you feel?

Originally Posted by doridori-rx7
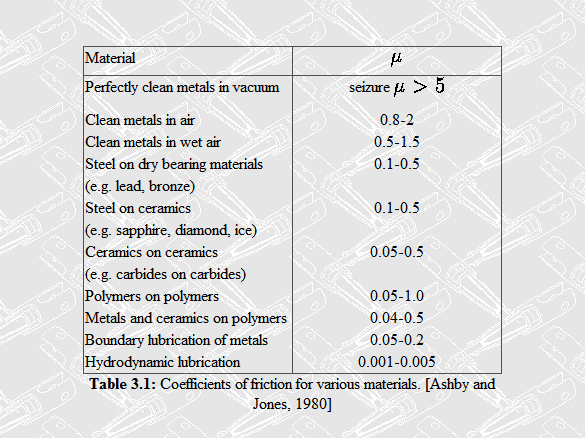
Not sure where you get your coating info from but Cof F and wear ratings in high stress /heat environs the DLC is the best.
JHB has claimed it's an 'in house (developed)' product in an older thread in the Canadian section..
I want the nubmers and so should the rest of you, your buying this stuff and building engines with it and you have no clue as to what seals to use and how they are going to behave? why, becuse they don't even know.. they've done NO testing what so ever. Using tool coatings to extrapolate from is at best grasping at straws.
So instead of paying money to a company that is charging a premium and not providing even the most basic of numbers, nor it seems caring much about the fact.. I can go get a 3 micron Me-C:H sp^3 coating that I know the numbers for it would be very simple to then match a coating to the apex seals that would provide the lowest friction, heat and with tabled wear numbers I can predict approximate wear.
with the knowledge that JHB could easily supply it would allow the customer to choose the right product.. who knows maybe thier coatings are not as favorable as a resurface in CrAlTiN (Cromium aluminum Titanium nitride ).. We don't knwo becuse they obviosuly don't want anything published about it.
JHB has claimed it's an 'in house (developed)' product in an older thread in the Canadian section..
I want the nubmers and so should the rest of you, your buying this stuff and building engines with it and you have no clue as to what seals to use and how they are going to behave? why, becuse they don't even know.. they've done NO testing what so ever. Using tool coatings to extrapolate from is at best grasping at straws.
So instead of paying money to a company that is charging a premium and not providing even the most basic of numbers, nor it seems caring much about the fact.. I can go get a 3 micron Me-C:H sp^3 coating that I know the numbers for it would be very simple to then match a coating to the apex seals that would provide the lowest friction, heat and with tabled wear numbers I can predict approximate wear.
with the knowledge that JHB could easily supply it would allow the customer to choose the right product.. who knows maybe thier coatings are not as favorable as a resurface in CrAlTiN (Cromium aluminum Titanium nitride ).. We don't knwo becuse they obviosuly don't want anything published about it.
However, does DLC bond to aluminum and how much does it cost?

Here's some information I found about cryogenic treatment.
Microstructural considerations
The usual purpose of heat treating tool steel is to achieve a microstructure consisting of a suitable distribution of carbides of desired type in a matrix of tempered martensite. In most high-carbon and alloy tool steels, significant amounts of austenite are retained after initial hardening, because the Mf -- the temperature at which transformation of austenite to martensite is completed during cooling --may be substantially below room temperature. After completion of the heat treatment cycle, the performance of the component will depend on the combined effect of each of the microstructural constituents. To make any sense of the effects of deep cryogenic treatment on the properties of the steel, it is necessary to view the process in the context of phenomena relating to each of these main microstructural constituents.
Retained austenite: Although the factors affecting retained austenite are numerous and interrelated, the phenomena involved are reasonably well understood:
� Alloying elements, especially carbon, in solution, strengthen the austenite. More energy is thus required to effect the shearing mechanism to produce martensite. A greater degree of undercooling is thus required, lowering the Ms -- the temperature at which transformation of austenite to martensite starts during cooling.
� Strong carbide-formers may tie up carbon as undissolved carbides, having little effect on Ms.
� Increasing austenitizing temperature increases austenite grain size, and also alloying element and carbon dissolution, further reducing Ms.
� The transformation of austenite to martensite during cooling is not time-dependent, but related to the degree of cooling below the Ms.
� Slow or interrupted cooling may allow stress relief and possibly diffusion to occur, reducing the driving force for martensite formation, again reducing Ms. This hold-time effect is illustrated in Fig. 1.
� Some alloying elements promote austenite stabilization, while others inhibit it.
� In plain-carbon and low-alloy steels, retained austenite transforms to bainite, or is stabilized, at relatively low tempering temperatures.
� In high-alloy steels, austenite remains untransformed at tempering temperatures up to about 450 degrees C or higher, at which temperature it becomes "conditioned" by carbide precipitation, subsequently transforming to martensite (of lower carbon and alloying element content) on cooling back to room temperature.
Martensite: A full treatment of the metallurgy of martensite is outside the scope of this article. However, in relation to deep cryogenic treatment, only a few points need to be noted:
� Martensite is supersaturated with carbon, which, during tempering, precipitates out as carbides, the nature of which depend on alloying element content and tempering temperature.
� The instability of martensite is associated with the strain energy relating to its dislocation/twin structure, and with interfacial energy associated with lath boundaries and martensite / retained austenite boundaries (when the austenite is present as thin inter-lath films).
� Carbon atoms segregate to dislocation sites and interfaces, and tend to cluster at such sites.
� At very low temperatures, the activation energy for carbon diffusion (and alloying element diffusion) is too high to permit formation of carbide precipitates as in the final stages of tempering.
� Tempered-martensite embrittlement may result from cementite films precipitating from inter-lath austenite during tempering.
Carbides: As with martensite, only a few points need to be noted with respect to deep cryogenic treatment:
� The type of carbide formed during tempering depends mainly on alloying element content and tempering temperature.
� Some carbides in the final microstructure will be those that remained undissolved during the austenitizing treatment of the steel.
� The size and distribution of carbides precipitated out from the martensite (or retained austenite) during tempering will be dependent on nucleation and growth phenomena, influenced in turn by a number of factors, including prior thermal history.
� Nucleation and growth are time-dependent.
Secondary hardening: The phenomenon of secondary hardening in some high-alloy tool steels is caused by a combination of two main microstructural mechanisms:
� Transformation of "conditioned" retained austenite to martensite on cooling.
� Precipitation of a fine distribution of alloy carbides (especially the very hard and abrasion-resistant M2C and MC carbides, where "M" is a metallic element).
Other strengthening/hardening mechanisms that can occur in high-alloy tool steels include solution hardening by the alloying elements, and strengthening due to the prevention of grain coarsening by some of the alloy carbides.
Explanation of the phenomena
To resolve the apparent anomalies, a research project was undertaken at University College Dublin. Some findings have been reported elsewhere (see selected references). Results based on studies of both cold-work and high-speed tool steels indicate that there are two quite different phenomena or mechanisms involved: transformation of retained austenite and low-temperature conditioning of martensite. These phenomena have distinctly different effects, and it is probably the confusion between them that has caused the apparently conflicting results in some of the technical literature.
The cold-work steel was AISI D2 (UNS T30402). The high-speed steel was ASP 23, a powder metallurgy steel made by Erasteel Kloster AB of Sweden using the ASEA-Stora process (ASP). It is equivalent to AISI M3, Class 2 (UNS T11323).
Transformation of austenite
The first mechanism is the transformation of retained austenite. This mechanism is well known, and is the result of cooling near or below the effective Mr. The vast majority of the austenite in the structure transforms to martensite with a resulting increase in hardness. The elimination of the retained austenite also stabilizes the dimensions of the workpiece. This effect is largely complete for most steels at temperature between--80 and -130 degrees C (Fig. 2), provided that the austenite has not been stabilized prior to cryogenic treatment by long holding times at ambient temperatures or above.
The effects of this treatment are:
� An increase in hardness. (The larger the amount of austenite in the microstructure, the greater the hardness increase.)
� A reduction in toughness.
� Only a very modest, if any, improvement in wear resistance.
� Dimensional stability.
� The absence of a secondary hardening peak on the tempering curve following cryogenic treatment (Fig. 3).
Conditioning of martensite
The second mechanism is the low-temperature conditioning of martensite. Continued cooling of martensite to well below its formation temperature -- such as, to liquid-nitrogen temperature for martensite formed at or above room temperature -- and holding at the low temperature for sufficient time promotes the formation of large numbers of very fine carbide particles on tempering (Fig. 4). The result is an improvement in wear resistance (Fig. 5) and toughness, but little or no increase in hardness. (There is in fact an initial reduction in hardness, but this is largely recovered after a sufficiently long holding time.) The appearance of this fine carbide distribution has been reported by a number of authors.
The exact mechanism of this "low-temperature conditioning" of martensite is not yet fully understood. It is possible that the continued cooling increases the strain energy and instability of the martensite, and possibly also affects its dislocation structure as the lattice contracts. Given sufficient time at the low temperature, carbon and alloying element atoms may migrate and duster (albeit slowly at these temperatures, which may explain the requirement for long, 24 to 72 hour holding times). On subsequent heating, these sites act as nuclei for the formation of the fine carbide particles observed in deep cryogenically treated steels. It has also been reported that the composition (alloying element content) of the carbides subsequently formed on tempering may also be influenced by this treatment.
This mechanism has the most beneficial effect on workpieces having the least retained austenite (most martensite) in their microstructure, indicating that the effect is on the martensite, not on the retained austenite. It also indicates that-196 degrees C is not a low enough temperature to condition martensite formed at very low temperatures, as in the first stage of cold treatment. The effect is both temperature-and time-dependent (holding time at the deep cryogenic temperature) --the lower the temperature and the longer the holding time, the finer is the carbide distribution and the greater the increase in wear resistance.
The effects of this deep cryogenic treatment mechanism are:
� A much greater number of fine carbide particles in the microstructure.
� A different partition of alloying elements between matrix and carbides, compared with conventionally treated steels.
� An improvement in wear resistance of the steel.
� An increase in toughness. It is possible that tempered martensite embrittlement is eradicated by one or both of these mechanisms, by either eliminating the inter-lath retained austenite, or causing nucleation of fine carbides rather than cementite films.
� Little or no increase in hardness (if the most beneficial austenitizing process is used, which is different from the conventional optimum process).
� � No secondary hardening occurs if the workpiece is tempered in the normal secondary-hardening temperature range.
Microstructural considerations
The usual purpose of heat treating tool steel is to achieve a microstructure consisting of a suitable distribution of carbides of desired type in a matrix of tempered martensite. In most high-carbon and alloy tool steels, significant amounts of austenite are retained after initial hardening, because the Mf -- the temperature at which transformation of austenite to martensite is completed during cooling --may be substantially below room temperature. After completion of the heat treatment cycle, the performance of the component will depend on the combined effect of each of the microstructural constituents. To make any sense of the effects of deep cryogenic treatment on the properties of the steel, it is necessary to view the process in the context of phenomena relating to each of these main microstructural constituents.
Retained austenite: Although the factors affecting retained austenite are numerous and interrelated, the phenomena involved are reasonably well understood:
� Alloying elements, especially carbon, in solution, strengthen the austenite. More energy is thus required to effect the shearing mechanism to produce martensite. A greater degree of undercooling is thus required, lowering the Ms -- the temperature at which transformation of austenite to martensite starts during cooling.
� Strong carbide-formers may tie up carbon as undissolved carbides, having little effect on Ms.
� Increasing austenitizing temperature increases austenite grain size, and also alloying element and carbon dissolution, further reducing Ms.
� The transformation of austenite to martensite during cooling is not time-dependent, but related to the degree of cooling below the Ms.
� Slow or interrupted cooling may allow stress relief and possibly diffusion to occur, reducing the driving force for martensite formation, again reducing Ms. This hold-time effect is illustrated in Fig. 1.
� Some alloying elements promote austenite stabilization, while others inhibit it.
� In plain-carbon and low-alloy steels, retained austenite transforms to bainite, or is stabilized, at relatively low tempering temperatures.
� In high-alloy steels, austenite remains untransformed at tempering temperatures up to about 450 degrees C or higher, at which temperature it becomes "conditioned" by carbide precipitation, subsequently transforming to martensite (of lower carbon and alloying element content) on cooling back to room temperature.
Martensite: A full treatment of the metallurgy of martensite is outside the scope of this article. However, in relation to deep cryogenic treatment, only a few points need to be noted:
� Martensite is supersaturated with carbon, which, during tempering, precipitates out as carbides, the nature of which depend on alloying element content and tempering temperature.
� The instability of martensite is associated with the strain energy relating to its dislocation/twin structure, and with interfacial energy associated with lath boundaries and martensite / retained austenite boundaries (when the austenite is present as thin inter-lath films).
� Carbon atoms segregate to dislocation sites and interfaces, and tend to cluster at such sites.
� At very low temperatures, the activation energy for carbon diffusion (and alloying element diffusion) is too high to permit formation of carbide precipitates as in the final stages of tempering.
� Tempered-martensite embrittlement may result from cementite films precipitating from inter-lath austenite during tempering.
Carbides: As with martensite, only a few points need to be noted with respect to deep cryogenic treatment:
� The type of carbide formed during tempering depends mainly on alloying element content and tempering temperature.
� Some carbides in the final microstructure will be those that remained undissolved during the austenitizing treatment of the steel.
� The size and distribution of carbides precipitated out from the martensite (or retained austenite) during tempering will be dependent on nucleation and growth phenomena, influenced in turn by a number of factors, including prior thermal history.
� Nucleation and growth are time-dependent.
Secondary hardening: The phenomenon of secondary hardening in some high-alloy tool steels is caused by a combination of two main microstructural mechanisms:
� Transformation of "conditioned" retained austenite to martensite on cooling.
� Precipitation of a fine distribution of alloy carbides (especially the very hard and abrasion-resistant M2C and MC carbides, where "M" is a metallic element).
Other strengthening/hardening mechanisms that can occur in high-alloy tool steels include solution hardening by the alloying elements, and strengthening due to the prevention of grain coarsening by some of the alloy carbides.
Explanation of the phenomena
To resolve the apparent anomalies, a research project was undertaken at University College Dublin. Some findings have been reported elsewhere (see selected references). Results based on studies of both cold-work and high-speed tool steels indicate that there are two quite different phenomena or mechanisms involved: transformation of retained austenite and low-temperature conditioning of martensite. These phenomena have distinctly different effects, and it is probably the confusion between them that has caused the apparently conflicting results in some of the technical literature.
The cold-work steel was AISI D2 (UNS T30402). The high-speed steel was ASP 23, a powder metallurgy steel made by Erasteel Kloster AB of Sweden using the ASEA-Stora process (ASP). It is equivalent to AISI M3, Class 2 (UNS T11323).
Transformation of austenite
The first mechanism is the transformation of retained austenite. This mechanism is well known, and is the result of cooling near or below the effective Mr. The vast majority of the austenite in the structure transforms to martensite with a resulting increase in hardness. The elimination of the retained austenite also stabilizes the dimensions of the workpiece. This effect is largely complete for most steels at temperature between--80 and -130 degrees C (Fig. 2), provided that the austenite has not been stabilized prior to cryogenic treatment by long holding times at ambient temperatures or above.
The effects of this treatment are:
� An increase in hardness. (The larger the amount of austenite in the microstructure, the greater the hardness increase.)
� A reduction in toughness.
� Only a very modest, if any, improvement in wear resistance.
� Dimensional stability.
� The absence of a secondary hardening peak on the tempering curve following cryogenic treatment (Fig. 3).
Conditioning of martensite
The second mechanism is the low-temperature conditioning of martensite. Continued cooling of martensite to well below its formation temperature -- such as, to liquid-nitrogen temperature for martensite formed at or above room temperature -- and holding at the low temperature for sufficient time promotes the formation of large numbers of very fine carbide particles on tempering (Fig. 4). The result is an improvement in wear resistance (Fig. 5) and toughness, but little or no increase in hardness. (There is in fact an initial reduction in hardness, but this is largely recovered after a sufficiently long holding time.) The appearance of this fine carbide distribution has been reported by a number of authors.
The exact mechanism of this "low-temperature conditioning" of martensite is not yet fully understood. It is possible that the continued cooling increases the strain energy and instability of the martensite, and possibly also affects its dislocation structure as the lattice contracts. Given sufficient time at the low temperature, carbon and alloying element atoms may migrate and duster (albeit slowly at these temperatures, which may explain the requirement for long, 24 to 72 hour holding times). On subsequent heating, these sites act as nuclei for the formation of the fine carbide particles observed in deep cryogenically treated steels. It has also been reported that the composition (alloying element content) of the carbides subsequently formed on tempering may also be influenced by this treatment.
This mechanism has the most beneficial effect on workpieces having the least retained austenite (most martensite) in their microstructure, indicating that the effect is on the martensite, not on the retained austenite. It also indicates that-196 degrees C is not a low enough temperature to condition martensite formed at very low temperatures, as in the first stage of cold treatment. The effect is both temperature-and time-dependent (holding time at the deep cryogenic temperature) --the lower the temperature and the longer the holding time, the finer is the carbide distribution and the greater the increase in wear resistance.
The effects of this deep cryogenic treatment mechanism are:
� A much greater number of fine carbide particles in the microstructure.
� A different partition of alloying elements between matrix and carbides, compared with conventionally treated steels.
� An improvement in wear resistance of the steel.
� An increase in toughness. It is possible that tempered martensite embrittlement is eradicated by one or both of these mechanisms, by either eliminating the inter-lath retained austenite, or causing nucleation of fine carbides rather than cementite films.
� Little or no increase in hardness (if the most beneficial austenitizing process is used, which is different from the conventional optimum process).
� � No secondary hardening occurs if the workpiece is tempered in the normal secondary-hardening temperature range.
And some more. These are both just parts of scientific studies I found.
"Cryogenic treatment to augment wear resistance of tools and die steels"
Cryogenic treatment is a supplementary process to conventional heat treatment process in steels. It is an inexpensive one time permanent treatment affecting the entire section of the component unlike coatings. Though the benefits have been reported widely, there are issues debated upon, in respect of the treatment parameters, extent of benefits experienced in different materials, underlying mechanism and pretreatment conditions. A study on the improvement in wear resistance and the significance of treatment parameters in different materials has been made. It is found that cryogenic treatment imparts nearly 110% improvement in tool life. It is even superior to TiN coatings. The underlying mechanism is essentially an isothermal process.
This work was carried out with the background of diverse claims and reports in terms of property improvement towards enhanced tool life and possible reasons suggested for the same by previous researchers. Based on the investigations the following conclusions are drawn:
1. Untempered samples when cryogenically treated yield 3%, 10% and 10.6% extra life over tempered and cryogenically treated T1, M2 and D3 samples, respectively. Hence it is desirable to cryogenically treat without tempering.
2. Tempered samples when cryotreated at 133 K for 24 h yielded negative results, but when cryotreated at 93 K for 24 h the results were favourable. Hence tempered samples if treated at still lower temperatures may yield still better results on par with untempered cryotreated samples. This also suggests to conclude that the stabilization of phases that would take place during tempering requires sufficient degree of undercooling and time to get transformed to stable harder/tougher phases that offer better wear resistance.
3. Cryogenic treatment done at 93 K as per the prescribed cycle yields 20% extra life as compared to the maximum life achieved through cold treatment.
4. Cryogenic treatment [CT (93/24)] is superior to TiN coatings also.
5. The effect of cryotreatment on TiN coating is not favourable which may be because of uneven contraction of the coating material and the substrate leading to incipient cracks at the interface. Hence cryotreatment should not follow TiN coating.
6. TiN coating in combination with cryotreatment provides 45% extended tool life than cryotreatment alone. However after first regrinding the tool will behave like a cryogenically treated tool only.
7. Comparing the results of CT (93/6) and CT (93/24) it could be concluded that the mechanism causing improvement in wear resistance/tool life is essentially an isothermal process.
8. Samples treated at 163 K for 24 h [CT (163/24)] were better than samples treated at 93 K for 6 h [CT (93/6)]. Hence soaking time is more important than lowering the temperature. The above two conclusions reinforce the idea that the improvement is predominantly based on some isothermal process.
9. With reference to the sliding wear test it is observed that cryogenic treatment imparts better red hardness for D3 steel than for M2 steel.
10. A statistical test of significance on the levels of improvement in wear resistance shows that the improvements experienced in CT (93/24) and TCT (93/24) are significant at 95.5% level, as shown in Table 4.
"Cryogenic treatment to augment wear resistance of tools and die steels"
Cryogenic treatment is a supplementary process to conventional heat treatment process in steels. It is an inexpensive one time permanent treatment affecting the entire section of the component unlike coatings. Though the benefits have been reported widely, there are issues debated upon, in respect of the treatment parameters, extent of benefits experienced in different materials, underlying mechanism and pretreatment conditions. A study on the improvement in wear resistance and the significance of treatment parameters in different materials has been made. It is found that cryogenic treatment imparts nearly 110% improvement in tool life. It is even superior to TiN coatings. The underlying mechanism is essentially an isothermal process.
This work was carried out with the background of diverse claims and reports in terms of property improvement towards enhanced tool life and possible reasons suggested for the same by previous researchers. Based on the investigations the following conclusions are drawn:
1. Untempered samples when cryogenically treated yield 3%, 10% and 10.6% extra life over tempered and cryogenically treated T1, M2 and D3 samples, respectively. Hence it is desirable to cryogenically treat without tempering.
2. Tempered samples when cryotreated at 133 K for 24 h yielded negative results, but when cryotreated at 93 K for 24 h the results were favourable. Hence tempered samples if treated at still lower temperatures may yield still better results on par with untempered cryotreated samples. This also suggests to conclude that the stabilization of phases that would take place during tempering requires sufficient degree of undercooling and time to get transformed to stable harder/tougher phases that offer better wear resistance.
3. Cryogenic treatment done at 93 K as per the prescribed cycle yields 20% extra life as compared to the maximum life achieved through cold treatment.
4. Cryogenic treatment [CT (93/24)] is superior to TiN coatings also.
5. The effect of cryotreatment on TiN coating is not favourable which may be because of uneven contraction of the coating material and the substrate leading to incipient cracks at the interface. Hence cryotreatment should not follow TiN coating.
6. TiN coating in combination with cryotreatment provides 45% extended tool life than cryotreatment alone. However after first regrinding the tool will behave like a cryogenically treated tool only.
7. Comparing the results of CT (93/6) and CT (93/24) it could be concluded that the mechanism causing improvement in wear resistance/tool life is essentially an isothermal process.
8. Samples treated at 163 K for 24 h [CT (163/24)] were better than samples treated at 93 K for 6 h [CT (93/6)]. Hence soaking time is more important than lowering the temperature. The above two conclusions reinforce the idea that the improvement is predominantly based on some isothermal process.
9. With reference to the sliding wear test it is observed that cryogenic treatment imparts better red hardness for D3 steel than for M2 steel.
10. A statistical test of significance on the levels of improvement in wear resistance shows that the improvements experienced in CT (93/24) and TCT (93/24) are significant at 95.5% level, as shown in Table 4.
Originally Posted by Goofy
Are you doing some type of control test, either this year, or data/experience from previous years, so that you can compare, classicauto?
The coated motor Joe is running will be BEAT to ****. Its a fresh engine and it will see zero break in period and be ran like it was stole, then torn down. This could be compared to a non-coated motor being ran under the same conditions, and Im sure there is a builder out there who can atest to the outcome of zero breakin and redlining when cold. Heck, the motor might be trash when he takes it apart - we'll have to see.
Originally Posted by doridori-rx7
I can go get a 3 micron Me-C:H sp^3 coating that I know the numbers for it would be very simple to then match a coating to the apex seals that would provide the lowest friction, heat and with tabled wear numbers I can predict approximate wear.
a) what will it cost?
b) How long do predict it will last with OEM seals? Carbon seals? ceramic seals?
I think your missing the point that the numbers are really moot because of all the other variables such as its adhesion, adhesion at temperature, expansion/contraction rates and their relation to the housings, and so on. Real world tests are all we have and I really think you need to reserve judgement until we find out.
Bottom line is this: Sure, you ca pick an ideal material and a ideal material for a seal and estimate approx. wear times etc. and give friction coefficient numbers - but does it actually work? will a motor coated in X material with Y seals run and last at least as long as the OE? YMaybe, but we don't know.
Im sure that any builder you ask, namely Landers, will have a customer with a cermet coated engine with over 100,000kms.
Thread Starter
Needs more Displacement.
Joined: Jun 2005
Posts: 1,329
Likes: 0
From: Louisville, Ky
We need to find out who all these customers of Landers are that have the cermet coatings are and get there opinion on this. But, since builders have only been offering cermet coatings for the past year or so for rotaries (I'm not talking about race engines.) I highly doubt we'll get anyone with 100k miles on there engine already. I need real world tests. Numbers will look good on paper all day long. But we'll be using these materials inside of an engine. And like classicauto said, "adhesion, adhesion at temperature, expansion/contraction rates". These engines, for most of us, need to last a good 10+ years with no problems. And unfortunately since this is so new I don't believe anyone can offer real world facts or experience on this issue. I'm personally finished with this thread and will be going with standard engine. I hope eventually I'll be proven wrong and I'll look back and say,"damn, I shoulda got that."
Senior Member
Joined: Mar 2006
Posts: 675
Likes: 0
From: Louisville, Ky
Then I can say "Damn, I'm glad I got that!"
Cermet used in conjuntion with ceramic seals seams to be the most obvious pick for a good combo, but I will have to do some more research on it.
100th post. Now I am elite.
Cermet used in conjuntion with ceramic seals seams to be the most obvious pick for a good combo, but I will have to do some more research on it.
100th post. Now I am elite.
I wish I was driving!
Joined: Dec 2001
Posts: 5,241
Likes: 84
From: BC, Canada
Quote:
Originally Posted by scathcart
What possible gains do you expect in increasing the stregth and wear resistance on a part that should never be in contact with any moving parts?
Quote:
Originally Posted by iceblue
Another benefit of Cryogenic treatment is that the metal becomes a very efficient dissipated of heat. This means engines, transmissions, disk brakes, and cutting tools run much, much cooler.
Uh huh.
So with better heat transfer characteristics, you've accomplished what? You'd be able to pull more energy from the combustion chamber and transfer it into the cooling system.
This does the exact opposite of what we're trying to achieve: Keep the combustion energy in the combustion chamber. By making the iron a better conductor of heat, we put more stress on the cooling system, and make the engine a less powerful and efficient powerplant.
One of the reasons ceramic coating works so well is that it acts as a thermal insulating barrier to keep heat in the combustion chamber.
So not only does cryogenic treating the rotor housings offer no change in wear characteristics, it also makes the engine less efficient.
******' Brilliant.
Originally Posted by scathcart
What possible gains do you expect in increasing the stregth and wear resistance on a part that should never be in contact with any moving parts?
Quote:
Originally Posted by iceblue
Another benefit of Cryogenic treatment is that the metal becomes a very efficient dissipated of heat. This means engines, transmissions, disk brakes, and cutting tools run much, much cooler.
Originally Posted by adrock3217
Hmm....
So with better heat transfer characteristics, you've accomplished what? You'd be able to pull more energy from the combustion chamber and transfer it into the cooling system.
This does the exact opposite of what we're trying to achieve: Keep the combustion energy in the combustion chamber. By making the iron a better conductor of heat, we put more stress on the cooling system, and make the engine a less powerful and efficient powerplant.
One of the reasons ceramic coating works so well is that it acts as a thermal insulating barrier to keep heat in the combustion chamber.
So not only does cryogenic treating the rotor housings offer no change in wear characteristics, it also makes the engine less efficient.
******' Brilliant.
Originally Posted by scathcart
Keep the combustion energy in the combustion chamber.
Originally Posted by scathcart
So not only does cryogenic treating the rotor housings offer no change in wear characteristics, it also makes the engine less efficient.
******' Brilliant.
******' Brilliant.

Passing life by
Joined: Feb 2005
Posts: 4,028
Likes: 2
From: Scotland, USA
Originally Posted by scathcart
Quote:
Originally Posted by scathcart
What possible gains do you expect in increasing the stregth and wear resistance on a part that should never be in contact with any moving parts?
Quote:
Originally Posted by iceblue
Another benefit of Cryogenic treatment is that the metal becomes a very efficient dissipated of heat. This means engines, transmissions, disk brakes, and cutting tools run much, much cooler.
Uh huh.
So with better heat transfer characteristics, you've accomplished what? You'd be able to pull more energy from the combustion chamber and transfer it into the cooling system.
This does the exact opposite of what we're trying to achieve: Keep the combustion energy in the combustion chamber. By making the iron a better conductor of heat, we put more stress on the cooling system, and make the engine a less powerful and efficient powerplant.
One of the reasons ceramic coating works so well is that it acts as a thermal insulating barrier to keep heat in the combustion chamber.
So not only does cryogenic treating the rotor housings offer no change in wear characteristics, it also makes the engine less efficient.
******' Brilliant.
Originally Posted by scathcart
What possible gains do you expect in increasing the stregth and wear resistance on a part that should never be in contact with any moving parts?
Quote:
Originally Posted by iceblue
Another benefit of Cryogenic treatment is that the metal becomes a very efficient dissipated of heat. This means engines, transmissions, disk brakes, and cutting tools run much, much cooler.
Uh huh.
So with better heat transfer characteristics, you've accomplished what? You'd be able to pull more energy from the combustion chamber and transfer it into the cooling system.
This does the exact opposite of what we're trying to achieve: Keep the combustion energy in the combustion chamber. By making the iron a better conductor of heat, we put more stress on the cooling system, and make the engine a less powerful and efficient powerplant.
One of the reasons ceramic coating works so well is that it acts as a thermal insulating barrier to keep heat in the combustion chamber.
So not only does cryogenic treating the rotor housings offer no change in wear characteristics, it also makes the engine less efficient.
******' Brilliant.
The wear characteristics are increased at least 50% with treated apex seals the housings and seals wear at the same rate at least 50% longer lasting them OEM setup on OEM seals wile being more resilient. Metal does not have to be harder to be stronger. Cryo treating is not a coating all it does is bonds the molecules in the metal closer together how they should be in an optimal natural form. Kind of like a tight woven DNA strand.
The whole block gets cryo treated and the plates and rotors get ceramic coated. Hmm I wonder how that might help things out. I have been showing oil temps down by a minimum of 50F and at least a 20% greater cooling capacity in the RAD. Stock timing will detonate on 93 octane at idle on my motors. Do you know why?
Now on Dave Gibson�s motors running without ceramic coatings and completely cryo treated blocks and internals he is showing no increased rise in any temperatures. Even in the Falken FD drift car with blitz RAD is showing normal temps and no lack in efficacy. His white FC seen on pinks no ceramic coatings all cryo was making 575whp at 27psi on a SP on mustang dyno. Matt�s FC silver bullet making 460whp at 13psi SP with a 57 or 67trim cant remember on a mustang dyno.
Originally Posted by scathcart
Quote:
Originally Posted by scathcart
What possible gains do you expect in increasing the stregth and wear resistance on a part that should never be in contact with any moving parts?
Originally Posted by scathcart
What possible gains do you expect in increasing the stregth and wear resistance on a part that should never be in contact with any moving parts?
Last edited by iceblue; May 25, 2006 at 08:02 PM.
Senior Member
Joined: Mar 2006
Posts: 675
Likes: 0
From: Louisville, Ky
Originally Posted by iceblue
think you were absent a few days.
The wear characteristics are increased at least 50% with treated apex seals the housings and seals wear at the same rate at least 50% longer lasting them OEM setup on OEM seals wile being more resilient. Metal does not have to be harder to be stronger. Cryo treating is not a coating all it does is bonds the molecules in the metal closer together how they should be in an optimal natural form. Kind of like a tight woven DNA strand.
The whole block gets cryo treated and the plates and rotors get ceramic coated. Hmm I wonder how that might help things out. I have been showing oil temps down by a minimum of 50F and at least a 20% greater cooling capacity in the RAD. Stock timing will detonate on 93 octane at idle on my motors. Do you know why?
Now on Dave Gibson�s motors running without ceramic coatings and completely cryo treated blocks and internals he is showing no increased rise in any temperatures. Even in the Falken FD drift car with blitz RAD is showing normal temps and no lack in efficacy. His white FC seen on pinks no ceramic coatings all cryo was making 575whp at 27psi on a SP on mustang dyno. Matt�s FC silver bullet making 460whp at 13psi SP with a 57 or 67trim cant remember on a mustang dyno.
Now I am not going to sit here and post all of my secrets because that�s why there my secrets and what people pay for.
The wear characteristics are increased at least 50% with treated apex seals the housings and seals wear at the same rate at least 50% longer lasting them OEM setup on OEM seals wile being more resilient. Metal does not have to be harder to be stronger. Cryo treating is not a coating all it does is bonds the molecules in the metal closer together how they should be in an optimal natural form. Kind of like a tight woven DNA strand.
The whole block gets cryo treated and the plates and rotors get ceramic coated. Hmm I wonder how that might help things out. I have been showing oil temps down by a minimum of 50F and at least a 20% greater cooling capacity in the RAD. Stock timing will detonate on 93 octane at idle on my motors. Do you know why?
Now on Dave Gibson�s motors running without ceramic coatings and completely cryo treated blocks and internals he is showing no increased rise in any temperatures. Even in the Falken FD drift car with blitz RAD is showing normal temps and no lack in efficacy. His white FC seen on pinks no ceramic coatings all cryo was making 575whp at 27psi on a SP on mustang dyno. Matt�s FC silver bullet making 460whp at 13psi SP with a 57 or 67trim cant remember on a mustang dyno.
Now I am not going to sit here and post all of my secrets because that�s why there my secrets and what people pay for.
If cryogenics means better heat x-fer like I think you are saying, and the cryo treated cars aren't showing extra heat in the cooling system, then either cryo doesn't do **** or someone doesn't know what the **** is going on.
Passing life by
Joined: Feb 2005
Posts: 4,028
Likes: 2
From: Scotland, USA
wtf are you saying. The information has been posted for you right from there web page. And then the world experience has also been posted for you. If you think it don't do **** then good for you.
Originally Posted by iceblue
The whole block gets cryo treated and the plates and rotors get ceramic coated. Hmm I wonder how that might help things out. I have been showing oil temps down by a minimum of 50F and at least a 20% greater cooling capacity in the RAD. Stock timing will detonate on 93 octane at idle on my motors. Do you know why?
Now on Dave Gibson�s motors running without ceramic coatings and completely cryo treated blocks and internals he is showing no increased rise in any temperatures. Even in the Falken FD drift car with blitz RAD is showing normal temps and no lack in efficacy. His white FC seen on pinks no ceramic coatings all cryo was making 575whp at 27psi on a SP on mustang dyno. Matt�s FC silver bullet making 460whp at 13psi SP with a 57 or 67trim cant remember on a mustang dyno.
Now I am not going to sit here and post all of my secrets because that�s why there my secrets and what people pay for.
dude WTF are you talking about?
have you been drinking or something?
Last edited by jacobcartmill; May 25, 2006 at 08:57 PM.
Senior Member
Joined: Mar 2006
Posts: 675
Likes: 0
From: Louisville, Ky
Originally Posted by jacobcartmill
dude WTF are you talking about?
have you been drinking or something?
have you been drinking or something?
Originally Posted by twilight slide
damn My5ABaby FTW. where are you getting all this info?
So, Google and our Library catalog gives me a lot of access to engineering information, along with other information.
Thread Starter
Needs more Displacement.
Joined: Jun 2005
Posts: 1,329
Likes: 0
From: Louisville, Ky
Originally Posted by iceblue
Now on Dave Gibson�s motors running without ceramic coatings and completely cryo treated blocks and internals he is showing no increased rise in any temperatures. Even in the Falken FD drift car with blitz RAD is showing normal temps and no lack in efficacy
Senior Member
Joined: Mar 2006
Posts: 675
Likes: 0
From: Louisville, Ky
Originally Posted by My5ABaby
I work in a computer lab in my campus library. In other words, I get paid $6.75 for 8 hours to do whatever I want on the internet. 95% of that involves the rx7club. I figure I might as well be productive and research stuff and provide FACTS by people with REAL DEGREES as opposed to hearsay and opinions.
So, Google and our Library catalog gives me a lot of access to engineering information, along with other information.
So, Google and our Library catalog gives me a lot of access to engineering information, along with other information.
Me and Idsigloo work at an ISP all day so that is all we do also. lol.
Gotta love the internet. I am the keyboard jockey of Charter.
Last edited by Boostmaniac; May 25, 2006 at 09:21 PM.
Passing life by
Joined: Feb 2005
Posts: 4,028
Likes: 2
From: Scotland, USA
Originally Posted by idsigloo
Your saying that the cooling has neither risen nor dropped due to cryo treatment. So nothing has changed.
My setups will only show improvements because I have not ran an entire treated motor and just treatment. The only motors I have run are customers with cryo treated apex seals and housings. I would love to ceramic the housings but there has been housings getting warped coming out of the oven. Most people are not willing to gamble the chedda for housings to coat them when cryo is working great.
Thread Starter
Needs more Displacement.
Joined: Jun 2005
Posts: 1,329
Likes: 0
From: Louisville, Ky
Originally Posted by iceblue
That has been able to be recorded. If it does make a change it is not enough to be seen on gauges. The effects we have seen are stronger metals that are more resilient to wear and breakage.