Zero Clearance Side Seals?
 04-22-08, 11:26 AM
04-22-08, 11:26 AM
#1
"Elusive, not deceptive!”
Thread Starter
Zero Clearance Side Seals?
I like to set up my side seals as tight a practical. There are different thoughts on this minimum spec.
I have seen recommendations from .002” -.006” for turbo applications. The regular Mazda workshop manual states .002"-.0059"
Mazda's race prep manual lists .0039" to .0059" for 13Bs
and Racing Beat recommends .0015”-.004”( this may be a NA spec).
On my last engine build-up I mistakenly switched two side seals causing a
.002” clearance. This resulted in scrapping the RE front plate because of a
.004” wear groove on it in the area of combustion (where heat/expansion is greatest).
I decided to try .000”! Found this in an early Mazda paper.
(I guess I should have said it runs gap-less. It still has clearance to expand into the added corner seal slot.)
What do you think?
Barry

I have seen recommendations from .002” -.006” for turbo applications. The regular Mazda workshop manual states .002"-.0059"
Mazda's race prep manual lists .0039" to .0059" for 13Bs
and Racing Beat recommends .0015”-.004”( this may be a NA spec).
On my last engine build-up I mistakenly switched two side seals causing a
.002” clearance. This resulted in scrapping the RE front plate because of a
.004” wear groove on it in the area of combustion (where heat/expansion is greatest).
I decided to try .000”! Found this in an early Mazda paper.
(I guess I should have said it runs gap-less. It still has clearance to expand into the added corner seal slot.)
What do you think?
Barry
 04-22-08, 12:28 PM
04-22-08, 12:28 PM
#3
"Elusive, not deceptive!”
Thread Starter
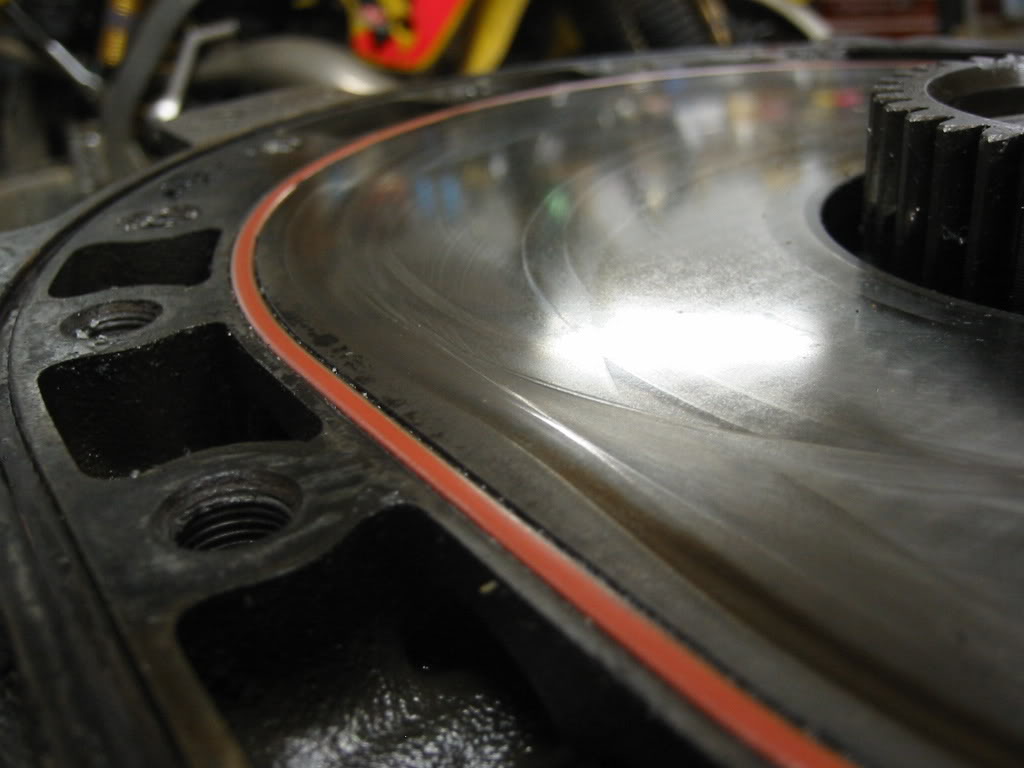
I don't know if you can make it out but here is the .004" wear you can have with it to tight.
Barry
 04-22-08, 01:24 PM
04-22-08, 01:24 PM
#4
FD pro licensed driver
iTrader: (3)
Join Date: Feb 2006
Location: Renton/Bellevue/Seattle WA
Posts: 2,897
Likes: 0
Received 2 Likes
on
2 Posts
Now, I am NO expert... well actually I am a nobody in the rotary community, but I do rebuild my own engines. The NA's I have rebuild in the past, I reused all of my side seals, and most were right at the limit of .006. The engines I have taken apart show no wear on the plates. Most of my NA engines were turned into NA-T also. (low stock psi) I must say though that the ones that I rebuild reusing the side seals and having .006 never got past the magic 100 compression number.
It seems weird that a .004 (in the perfect middle of mazdas recommended specs) would cause an issue like this? Did the same effect happen on each surface or just one? If it was just one, I would have to guess that something else caused that to happened. Maybe some carbon or something hard got stuck under one of the seals not allowing it to compress all the way?
It seems weird that a .004 (in the perfect middle of mazdas recommended specs) would cause an issue like this? Did the same effect happen on each surface or just one? If it was just one, I would have to guess that something else caused that to happened. Maybe some carbon or something hard got stuck under one of the seals not allowing it to compress all the way?
Last edited by TweakGames; 04-22-08 at 01:49 PM.
04-22-08, 02:54 PM
#5
"Elusive, not deceptive!”
Thread Starter
 04-22-08, 03:10 PM
04-22-08, 03:10 PM
#6
I think when you run very low sideseal to corner seal clearance you have to allow for a break in period to allow the sideseals to wear their grooves into the corner seal otherwise it will bind once it expands with heat and cause problems like you show.
Usually rotary race motors are built with high clearance to run with a very minimal break in, so Mazda race specs may reflect this.
It makes sense to me this would be more of an issue with a turbo car even though the EGTs are lower because there is so much more exhaust backpressure reflecting the exhaust heat back at the engine internals.
I like the gapless idea you show.
I also liked Mr Hannover's idea that expanded upon that idea to allow for the corner seal to be a sag limiter on the leading edge of the sideseal so you could run an early opening port with just enough material left on the port opening to support the corner seal.
In case you missed it, he proposed a corner seal slotted as you show, but having the slot end short of the wear surface. Then a sideseal that tabbed into it while having a relief cut out of the tab so that it can just touch the wear surface as well, but not fall into the port.
Only time I have had wear like you show was when I broke a corners seal.
Usually rotary race motors are built with high clearance to run with a very minimal break in, so Mazda race specs may reflect this.
It makes sense to me this would be more of an issue with a turbo car even though the EGTs are lower because there is so much more exhaust backpressure reflecting the exhaust heat back at the engine internals.
I like the gapless idea you show.
I also liked Mr Hannover's idea that expanded upon that idea to allow for the corner seal to be a sag limiter on the leading edge of the sideseal so you could run an early opening port with just enough material left on the port opening to support the corner seal.
In case you missed it, he proposed a corner seal slotted as you show, but having the slot end short of the wear surface. Then a sideseal that tabbed into it while having a relief cut out of the tab so that it can just touch the wear surface as well, but not fall into the port.
Only time I have had wear like you show was when I broke a corners seal.
04-22-08, 03:56 PM
#7
"Elusive, not deceptive!”
Thread Starter
I also liked Mr Hannover's idea that expanded upon that idea to allow for the corner seal to be a sag limiter on the leading edge of the sideseal so you could run an early opening port with just enough material left on the port opening to support the corner seal.
In case you missed it, he proposed a corner seal slotted as you show, but having the slot end short of the wear surface. Then a sideseal that tabbed into it while having a relief cut out of the tab so that it can just touch the wear surface as well, but not fall into the port.
Only time I have had wear like you show was when I broke a corners seal.
In case you missed it, he proposed a corner seal slotted as you show, but having the slot end short of the wear surface. Then a sideseal that tabbed into it while having a relief cut out of the tab so that it can just touch the wear surface as well, but not fall into the port.
Only time I have had wear like you show was when I broke a corners seal.
Barry
Trending Topics
04-22-08, 05:07 PM
#9
"Elusive, not deceptive!”
Thread Starter
04-22-08, 05:11 PM
#10
Red Pill Dealer
iTrader: (10)

I really like Mr. Hannover's idea. It would be very easy to modify the side seal. The hard part would be the longer side seal. The SAE paper says they are cast and coated. I don't think any old material would do. If the side seal could be sourced then the idea is easily doable.
BLUE TII, the step could be precision made so the side seal and corner seal surfaces were within .0005" with out to much trouble. A finishing process like lapping could make it perfect. But there goes the coatings. Being that tight wouldn't allow for to much wear if the side seal wore faster than the corner seal.
04-22-08, 06:42 PM
#11
"Elusive, not deceptive!”
Thread Starter
[QUOTE=TonyD89;8120573]EDM it in there or machine it from the other axis with a small end mill. QUOTE]
Yes Tony the EDM would work well. A .028" end mill might be a little tough though. You might need a half dozen or so.
But Mr. Hanover is trying for NA super ports to get around the peripheral/bridgeport SCCA rules. I am just looking for long term durability. If we need more power we boost a little more.
Here is a poor picture of leak from my last .003” clearanced side seals (cleaned by 50/50 water/meth). Notice the clean trailing side vs. the leaking leading end.
Barry

Yes Tony the EDM would work well. A .028" end mill might be a little tough though. You might need a half dozen or so.
But Mr. Hanover is trying for NA super ports to get around the peripheral/bridgeport SCCA rules. I am just looking for long term durability. If we need more power we boost a little more.
Here is a poor picture of leak from my last .003” clearanced side seals (cleaned by 50/50 water/meth). Notice the clean trailing side vs. the leaking leading end.
Barry
04-22-08, 08:21 PM
#13
I like this concept alot. Would be really nice to find a way to maching like this myself. This would have superior start-up compression. Plus with enough clearence, the corner seal would no longer clamp against the apex seal ends allowing the apex seals to move more freely.
04-22-08, 08:39 PM
#14
"Elusive, not deceptive!”
Thread Starter
One unexpected benefit. When you are doing your build-up and slip in the apex seals... the bottom corner seal is always perfectly aligned.
04-22-08, 09:25 PM
#15
Red Pill Dealer
iTrader: (10)
[QUOTE=Barry Bordes;8120826]
The leak is clear. Nice representation.
Where I work we have spindle capacity to run .020" diameter efficiently. Expensive? Yes. But doable.
EDM it in there or machine it from the other axis with a small end mill. QUOTE]
Yes Tony the EDM would work well. A .028" end mill might be a little tough though. You might need a half dozen or so.
But Mr. Hanover is trying for NA super ports to get around the peripheral/bridgeport SCCA rules. I am just looking for long term durability. If we need more power we boost a little more.
Here is a poor picture of leak from my last .003” clearanced side seals (cleaned by 50/50 water/meth). Notice the clean trailing side vs. the leaking leading end.
Barry
Yes Tony the EDM would work well. A .028" end mill might be a little tough though. You might need a half dozen or so.
But Mr. Hanover is trying for NA super ports to get around the peripheral/bridgeport SCCA rules. I am just looking for long term durability. If we need more power we boost a little more.
Here is a poor picture of leak from my last .003” clearanced side seals (cleaned by 50/50 water/meth). Notice the clean trailing side vs. the leaking leading end.
Barry
Where I work we have spindle capacity to run .020" diameter efficiently. Expensive? Yes. But doable.
04-23-08, 02:40 AM
#16
OBEY YOUR MAZDA
 I hate that.
I hate that.I have the machining equipment for this task, thanks for the picture. I'll steal Your idea now.
I've been wanting to do a gapless motor since the first time i read about MR. Hannover doing so. He's an inspiration to us all and a HUGE benefit to the rotary racing community - I've learned lots of little tricks just from reading his posts and asking him questions.
Truely a real gentleman.
WE SALUTE YOU

The following users liked this post:
Kylet1991 (02-20-21)
04-23-08, 04:38 PM
#18
Red Pill Dealer
iTrader: (10)
It would be nice to still have a groove so all the side seal is buried in the corner seal.You would want a nice strength radius in the step of the side seal.
Now where do we source the extra length side seal? Aren't the RX8 side seals longer? What about the thickness and height?
Last edited by TonyD89; 04-23-08 at 04:44 PM.
04-24-08, 04:54 AM
#21
OBEY YOUR MAZDA
Now that is a simple solution that could be done manually on a Bridgeport. Me likey! It would be nice to still have a groove so all the side seal is buried in the corner seal.
You would want a nice strength radius in the step of the side seal.
Now where do we source the extra length side seal? Aren't the RX8 side seals longer? What about the thickness and height?
It would be nice to still have a groove so all the side seal is buried in the corner seal.You would want a nice strength radius in the step of the side seal.
Now where do we source the extra length side seal? Aren't the RX8 side seals longer? What about the thickness and height?
04-24-08, 06:47 AM
#22
"Elusive, not deceptive!”
Thread Starter
Steal Away!
How many people/companies are working to improve the piston engine compared to our small Rotary Community?
We must share our ideas. Steal Away!
Barry
04-24-08, 10:15 AM
#23
"Elusive, not deceptive!”
Thread Starter
I like this concept alot. Would be really nice to find a way to maching like this myself. This would have superior start-up compression. Plus with enough clearence, the corner seal would no longer clamp against the apex seal ends allowing the apex seals to move more freely.
slo, cut for at least .010" extra end clearance for heat expansion.
[QUOTE=TonyD89;8120573]EDM it in there or machine it from the other axis with a small end mill. It would be very easy to modify the side seal.
Tony, make your cut on a 7" arc.
Barry
04-25-08, 07:07 PM
#24
You have any pics of the fixture or cutting tool? I love doing experimental stuff like this. I really do want to try this. I can't imagine finding a cutting tool thin enough to cut that corner seal like that.
Edit: Nevermind, I just realized I had a dremel and some little bitty disc to use.
Last edited by t-von; 04-25-08 at 07:15 PM.

