Intake Manifold Casting
 03-03-15, 08:57 PM
03-03-15, 08:57 PM
#1
spoon!
Thread Starter
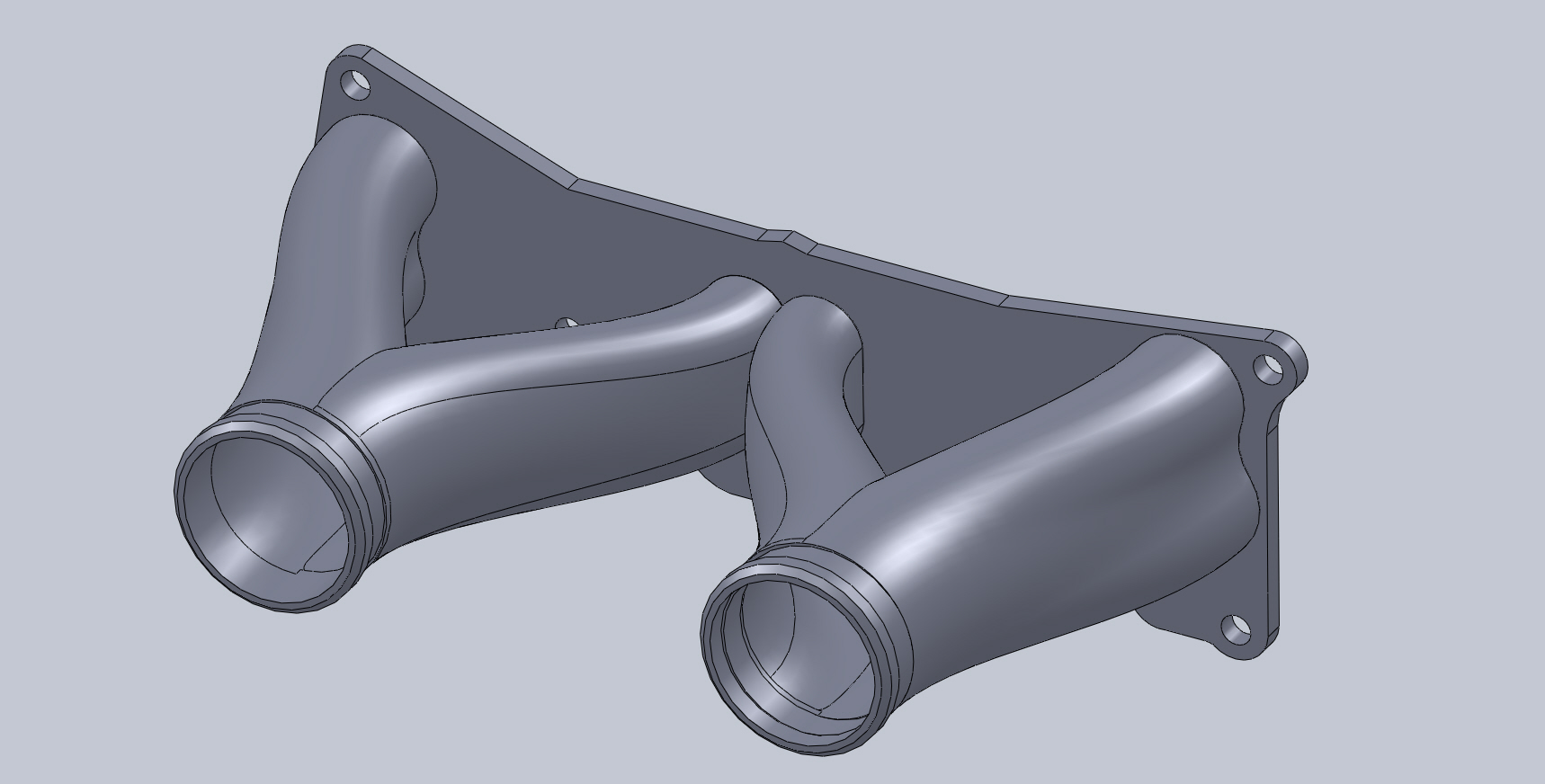
Intake Manifold Casting
This is a long term thing, but what the hell.
Long story short, my dad and I built a home foundry setup and I want to try to do something a bit interesting to get better at the whole process. Since we also have a Lotus 7 clone we're building and there's a nice straight shot out the side, I decided to try to do this.
Whole idea is a manifold to hook an Arctic Cat M1000 TB setup to an EProd ported 13B. Why that combination? The Arctic Cat TB because it's the cheapest 50mm twin throttle I've yet found, and the EProd ported 13B because we have the parts. Runner length to the end of the throttle body bellmouth is something like 7 inches, which is pretty short but driven by packaging.
Production process is intended to be lost PLA for the first one at least; we have a home 3d printer, so can go directly from CAD files to physical parts in plastic... and PLA plastic can be invested in plaster and then burned out like a lost wax casting. Over the long term, may redesign everything to be effectively sandcast, and maybe to fit into a normal car, not one that can tolerate having the whole induction system going straight out the passenger side.
Right now it's winter and molten aluminum hitting snow is probably pretty bad (you know, steam explosions spitting thousand degree metal around) so that part's waiting until it warms up but... hell, thought people might be interested.
Long story short, my dad and I built a home foundry setup and I want to try to do something a bit interesting to get better at the whole process. Since we also have a Lotus 7 clone we're building and there's a nice straight shot out the side, I decided to try to do this.
Whole idea is a manifold to hook an Arctic Cat M1000 TB setup to an EProd ported 13B. Why that combination? The Arctic Cat TB because it's the cheapest 50mm twin throttle I've yet found, and the EProd ported 13B because we have the parts. Runner length to the end of the throttle body bellmouth is something like 7 inches, which is pretty short but driven by packaging.
Production process is intended to be lost PLA for the first one at least; we have a home 3d printer, so can go directly from CAD files to physical parts in plastic... and PLA plastic can be invested in plaster and then burned out like a lost wax casting. Over the long term, may redesign everything to be effectively sandcast, and maybe to fit into a normal car, not one that can tolerate having the whole induction system going straight out the passenger side.
Right now it's winter and molten aluminum hitting snow is probably pretty bad (you know, steam explosions spitting thousand degree metal around) so that part's waiting until it warms up but... hell, thought people might be interested.
 03-03-15, 09:26 PM
03-03-15, 09:26 PM
#2
Old [Sch|F]ool
Heck, I'd stick with plastic. Lighter, thermally nonconductive, you don't have to jigger around with deducing how much larger to make the mold so when it cools and shrinks it's the right size and shape, and the best part is you'd be starting with it anyway 
I wonder how well the printed plastics would take to being given a cursory wrap or two of glass or carbon fiber mat/ribbon/whichever.
I wonder how well the printed plastics would take to being given a cursory wrap or two of glass or carbon fiber mat/ribbon/whichever.
03-03-15, 09:43 PM
#3
spoon!
Thread Starter
In theory yes! In practice though, two basic issues. One is that the plastics that my printer does aren't really suited to engine bay temperatures, at least not for structural stuff, probably anyway. I don't think anyway. And there's issues with getting to full theoretical strength. Wrapping it in carbon or glass could work though, to be perfectly honest.
Number two though is that I want to cast it so I can get better at doing dimensionally accurate (or close enough for finish machining) engineering-grade castings rather than stuff that just looks neat. I could likely do a plastic intake manifold, but I can't do a plastic transmission casing, or cylinder head, or so on and so forth. I have a lot of stuff I want to try to make.
Number two though is that I want to cast it so I can get better at doing dimensionally accurate (or close enough for finish machining) engineering-grade castings rather than stuff that just looks neat. I could likely do a plastic intake manifold, but I can't do a plastic transmission casing, or cylinder head, or so on and so forth. I have a lot of stuff I want to try to make.
 03-04-15, 10:47 AM
03-04-15, 10:47 AM
#6
Moderator
iTrader: (3)
Join Date: Mar 2001
Location: https://www2.mazda.com/en/100th/
Posts: 30,778
Received 2,563 Likes
on
1,823 Posts
funny, we were doing leg work on this a last week. the engine in question is a PP though, so the intake is much simpler.
i forget which material we looked at, i want to say PLA, but i could be wrong, anyways it has enough margin for heat, but it wasn't compatible with gasoline.
we almost built it out of acrylic, which would have been really easy, and pretty cool, although i think it would have withered eventually.
the Rx8 intakes are a nylon, btw.
we settled on just building an aluminum intake, which i know is boring.
but yes do keep working! my friend 3d printed the casting mold for a ring, and it turned out really good
i forget which material we looked at, i want to say PLA, but i could be wrong, anyways it has enough margin for heat, but it wasn't compatible with gasoline.
we almost built it out of acrylic, which would have been really easy, and pretty cool, although i think it would have withered eventually.
the Rx8 intakes are a nylon, btw.
we settled on just building an aluminum intake, which i know is boring.
but yes do keep working! my friend 3d printed the casting mold for a ring, and it turned out really good
Trending Topics
03-04-15, 11:35 AM
#8
spoon!
Thread Starter
Lessee...
Nylon is actually an option for 3d printable materials now, but it takes a lot of different stuff than what I have available. In theory I think maybe it would be possible to do an FDM printed nylon intake manifold. Might try it in a few years. Like I said before, a lot of the queue of stuff I want to make wouldn't be suitable for plastic anyway so I really really want to build the skill to do the whole process from CAD to aluminum.
3d printer we have is a BfB Rapman which is a price point they don't make anymore... various business rethinkings and they decided to go upscale. For its time it was pretty good bang/buck (tested design with tech support available as a package with a CAD system) but that time was before things like heated beds were commonplace. The build area is a lot smaller than I'd like and there's various other niggling details; next evolution is going to be something like a bigger Ordbot Hadron. I want to be able to do stuff the size of a bellhousing (for one example) and it'd be nice to not have to glue together a whole bunch of smaller pieces to do something.
Nylon is actually an option for 3d printable materials now, but it takes a lot of different stuff than what I have available. In theory I think maybe it would be possible to do an FDM printed nylon intake manifold. Might try it in a few years. Like I said before, a lot of the queue of stuff I want to make wouldn't be suitable for plastic anyway so I really really want to build the skill to do the whole process from CAD to aluminum.
3d printer we have is a BfB Rapman which is a price point they don't make anymore... various business rethinkings and they decided to go upscale. For its time it was pretty good bang/buck (tested design with tech support available as a package with a CAD system) but that time was before things like heated beds were commonplace. The build area is a lot smaller than I'd like and there's various other niggling details; next evolution is going to be something like a bigger Ordbot Hadron. I want to be able to do stuff the size of a bellhousing (for one example) and it'd be nice to not have to glue together a whole bunch of smaller pieces to do something.
03-04-15, 11:42 AM
#9
Moderator
iTrader: (3)
Join Date: Mar 2001
Location: https://www2.mazda.com/en/100th/
Posts: 30,778
Received 2,563 Likes
on
1,823 Posts
there is certainly no harm in trying an intake, what is the worst case? it melts?
i do agree 3d printing is close right now, its not good enough for interior parts, but it can't quite do intakes either, unless you're willing to buy the $$$ one.
i do agree 3d printing is close right now, its not good enough for interior parts, but it can't quite do intakes either, unless you're willing to buy the $$$ one.
 03-06-15, 03:12 AM
03-06-15, 03:12 AM
#11
Exhaust Manifold Leak
SLS Ti becomes more and more affordable. so it will be a matter of time before one prints a rotor weighing 2.5 kg. only a bit difficult thing for a rotor is the side seal groove. one could make it in a lathe but then the grooves would extend till the rotor face, much like the smaller sachs and aixro engine are made. My idea would be to weld the very end with a TIG and then mill the hole for the corner seal afterwards.
Anyone has an idea how mazda makes this groove? Using a .7mm mill would take ages
Anyone has an idea how mazda makes this groove? Using a .7mm mill would take ages
{kind=link} 03-06-15, 05:17 AM
03-06-15, 05:17 AM
#12
spoon!
Thread Starter
Plunge EDM maybe? Dunno, that really is an interesting manufacturing question.
I'm actually looking to metal matrix composites more than titanium - aluminum with SiC particles is castable, and Honda was using it as a piston material in F1 MMCs got banned. The strength, stiffness and thermal expansion characteristics are interesting at some blend levels.
I think casting an intake manifold is ambitious enough for me for Q1 2015, though.
I'm actually looking to metal matrix composites more than titanium - aluminum with SiC particles is castable, and Honda was using it as a piston material in F1 MMCs got banned. The strength, stiffness and thermal expansion characteristics are interesting at some blend levels.
I think casting an intake manifold is ambitious enough for me for Q1 2015, though.
03-06-15, 05:54 AM
#13
Exhaust Manifold Leak
Plunge EDM maybe? Dunno, that really is an interesting manufacturing question.
I'm actually looking to metal matrix composites more than titanium - aluminum with SiC particles is castable, and Honda was using it as a piston material in F1 MMCs got banned. The strength, stiffness and thermal expansion characteristics are interesting at some blend levels.
I think casting an intake manifold is ambitious enough for me for Q1 2015, though.
I'm actually looking to metal matrix composites more than titanium - aluminum with SiC particles is castable, and Honda was using it as a piston material in F1 MMCs got banned. The strength, stiffness and thermal expansion characteristics are interesting at some blend levels.
I think casting an intake manifold is ambitious enough for me for Q1 2015, though.
 Probaly it will take a few iterations to get the clearances and eventual coatings right to prevent the seals from galling.
Probaly it will take a few iterations to get the clearances and eventual coatings right to prevent the seals from galling. Plunge EDM could be but I cannot see it could be remotely affordable on mass production scale. its really slow and electrode wear would be also be huge a factor
Maybe they have a kind of lathe that only turns a few degrees and lifts the tool, turns back and this at a high speed sequence?
Please keep up updaed on the casting. really intresting project. Do you need to cast it in inert gas or can you just do it in normal air?
03-06-15, 08:53 AM
#14
spoon!
Thread Starter
Way I figure, at the scale I'm operating at I can afford to experiment to figure out how to do it. Given as how I'm using a bunch of parts I had sitting around to build the foundry, I only have something like a hundred bucks into that side of things. I don't think I can as easily afford to have other people do one-off castings for testing purposes for me, much less (at current rates) afford to do laser sintered bits.
Aluminum is relatively easy; you can do it in air, at least for my purposes. Oxides form on the outside, but you just skim that off before you pour. Magnesium you need to do special things to though - unlike aluminum, the oxides magnesium form are porous, so they don't protect the rest of the melt and the whole thing apparently just starts burning. Kind of exciting sounding; I think I'll pass.
Aluminum is relatively easy; you can do it in air, at least for my purposes. Oxides form on the outside, but you just skim that off before you pour. Magnesium you need to do special things to though - unlike aluminum, the oxides magnesium form are porous, so they don't protect the rest of the melt and the whole thing apparently just starts burning. Kind of exciting sounding; I think I'll pass.
03-06-15, 06:04 PM
#15
Red Pill Dealer
iTrader: (10)

SLS Ti becomes more and more affordable. so it will be a matter of time before one prints a rotor weighing 2.5 kg. only a bit difficult thing for a rotor is the side seal groove. one could make it in a lathe but then the grooves would extend till the rotor face, much like the smaller sachs and aixro engine are made. My idea would be to weld the very end with a TIG and then mill the hole for the corner seal afterwards.
Anyone has an idea how mazda makes this groove? Using a .7mm mill would take ages
Anyone has an idea how mazda makes this groove? Using a .7mm mill would take ages
One could possible plane them in, like broaching or like how a shaper works. Incremental scraping along the path, with a tool of proper width, at , say, .001" deeper each pass. Whatever you could get away with. Maybe rough and finish tools.
03-07-15, 11:15 AM
#16
Moderator
iTrader: (3)
Join Date: Mar 2001
Location: https://www2.mazda.com/en/100th/
Posts: 30,778
Received 2,563 Likes
on
1,823 Posts
we built a PP intake this week, and the first run was to 3d print the flanges, to check for fit. we considered a plastic intake, but suitable materials, and the PITA it would have been to draw up, meant we made it in AL. plywood is our mockup engine....
and a gratuitous picture of NODE in a 787, just to prove that anything is possible
and a gratuitous picture of NODE in a 787, just to prove that anything is possible
03-07-15, 12:08 PM
#18
Moderator
iTrader: (3)
Join Date: Mar 2001
Location: https://www2.mazda.com/en/100th/
Posts: 30,778
Received 2,563 Likes
on
1,823 Posts
03-07-15, 02:02 PM
#19
spoon!
Thread Starter
What's kind of worst about this is between this and the other threads in this section, now I'm pondering redoing my peripheral motor in the style of the MFR housings - that is to say, flanges on the inlets instead of tubes with hoses. Basically cast the tubes and flanges then epoxy them in like they were just normal homebrew PP tubes. Sure I could just weld aluminum tubes to aluminum flanges, but I don't have an AC TIG box. And heck, after that it's just a "simple" job to make a slide valve throttle body...
... well, you sorta see why it gets real attractive to have the ability to cast stuff. One of the more pipe dream projects is a new(ish) design trans case to have an in-tunnel gearbox that takes Hewland FT gears and has an H-pattern shifter. Seems to me it'd be nice to have a dogbox with readily available gears.
... well, you sorta see why it gets real attractive to have the ability to cast stuff. One of the more pipe dream projects is a new(ish) design trans case to have an in-tunnel gearbox that takes Hewland FT gears and has an H-pattern shifter. Seems to me it'd be nice to have a dogbox with readily available gears.
03-07-15, 02:23 PM
#21
spoon!
Thread Starter
Yeah. I'm not sure if it's "crazy like a fox" or "crazy like a crazy person". I have it conceptually figured out, and I think it can be done with only a couple shafts being manufactured (on top of the castings obviously) and I think there's a hole in the market that it fills... but even the first stage of getting the design done is a hell of a big step. Ideally I'd start by finding an FT200 to crib dimensions from, but I seem to not have any of those kicking around, and who'd have thought that purpose built racing transmissions were expensive?
Ah well; way I figure, what's the point of having un-ambitious goals?
Ah well; way I figure, what's the point of having un-ambitious goals?
03-07-15, 07:13 PM
#23
spoon!
Thread Starter
Well, I do have to prioritize spending. Fixing DD, various race stuff, casting... a grand into an AC TIG box is a grand not into other, more interesting stuff. And casting stuff is kinda fun.